Introduction
Keyway broaching (keyway slotting, key slotting) is an essential machining process used to create internal slots or keyways in a workpiece, such as a gear. These keyways enable power transmission between the workpiece and a coupling component, such as a shaft.
Traditionally, dedicated broaching or slotting machines have been used for keyway broaching. However, thanks to CNC (Computer Numerical Control) technology, this process can now be performed more efficiently and with greater precision on CNC machines, including lathes (turning machines) and machining centers.
This not only streamlines the process but also eliminates the need to unclamp and reclamp the workpiece.
This comprehensive guide will provide an in-depth look at the keyway broaching operation specifically broaching on a lathe, covering the following aspects:
- What is Keyway Broaching?
- Advantages of Keyway Broaching on a Lathe
- Tooling Selection for Keyway Broaching on Lathes
- CNC Lathe Setup and Programming for Keyway Broaching
- Best Practices for Keyway Broaching on CNC Lathes
- Troubleshooting Common Keyway Broaching Issues on CNC Lathes
- Conclusion
1. What is Keyway Broaching?
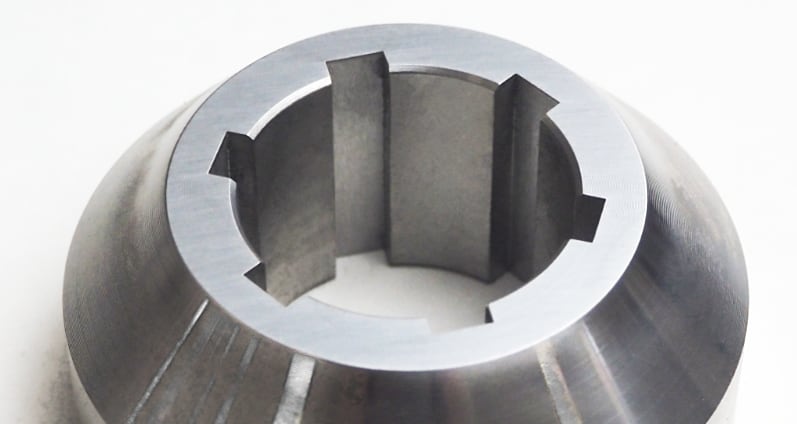
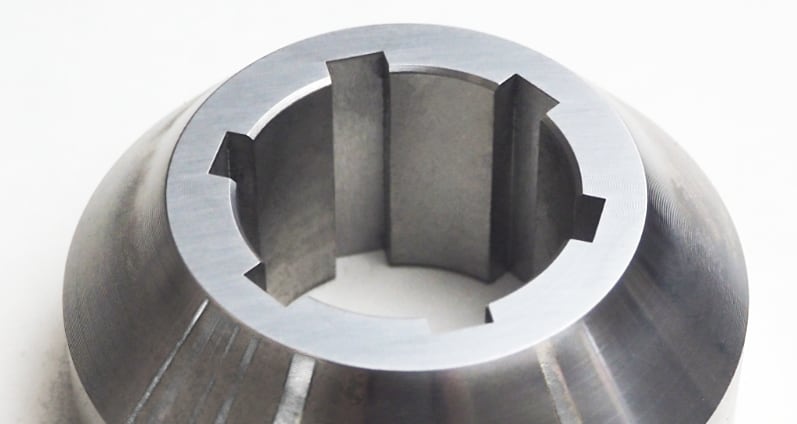
Keyway broaching is a machining process that involves removing material from a workpiece to create an internal slot or keyway, which is crucial for the transmission of torque between mechanical components, such as gears and shafts. Unlike rotary broaching, this broaching process finishes the profile with multiple passes. This allows for broaching larger profiles which is not possible with rotary broaching process.
How it has been done
This operation has been traditionally done on broaching machines using a broach, a long and slender cutting tool with a series of progressively larger teeth or cutting edges along its length.
This geometry allows the broach to gradually remove material from the workpiece as it is pulled or pushed through it until the final size of the keyway is achieved. Commercially they are purchased in a keyway broach set or as a single broach for a specific size.
How to do it now
However on CNC machines an indexable cutting tool (also referred to as insert, broaching insert, slotting insert or keyway cutter) is used, which can be replaced when worn out or chipped, eliminating the need to replace the entire tool.
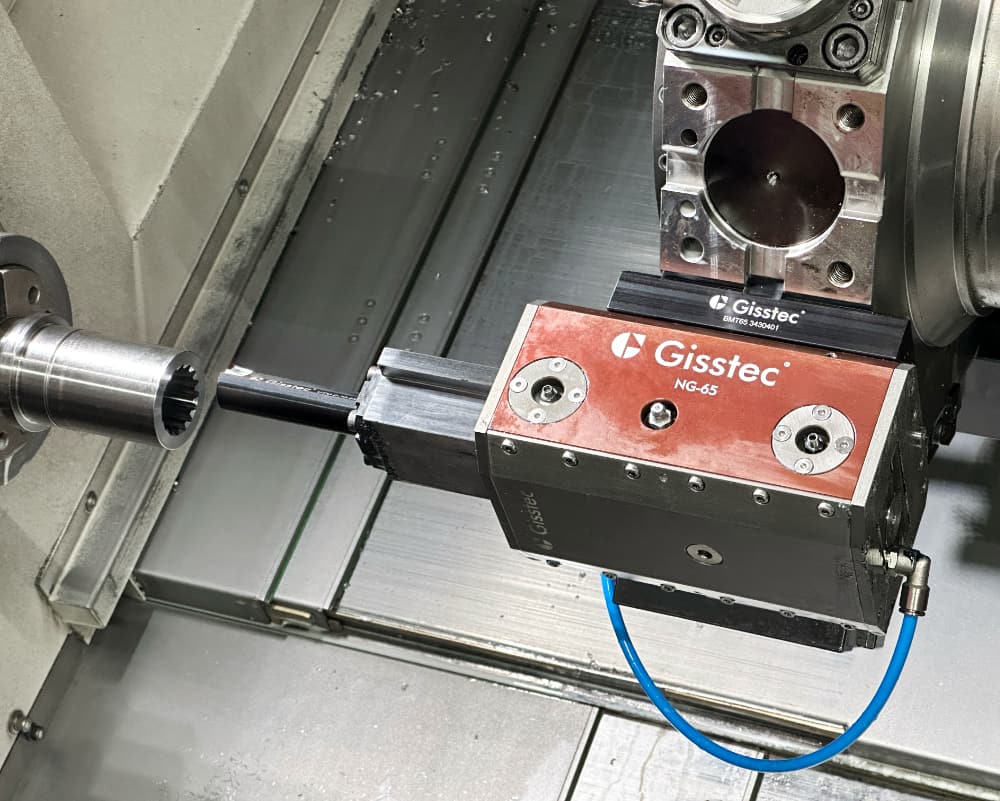
The insert is first fixed to an insert holder (broaching tool, broaching holder) which is then typically clamped to a boring bar holder either on a VDI or BMT tool, depending on the machine’s turret type.
To perform the broaching operation, the workpiece is clamped on the lathe chuck or a fixture. Material is then progressively removed with each pass of the keyway broaching tool until the final keyway size is achieved.
The keyway’s desired depth is controlled by the X-axis feed, its length by the Z-axis feed, while the width of the keyway is determined by the broaching insert’s width.
Types of Broaching on CNC Lathes
This article is for static keyway broaching tools where the movement of the machine’s turret is used for the broaching process. Static broaching tools are recommended for smaller batches.
For high-speed broaching where the movement on the Z-axis is provided by the live tool, which is recommended for larger batches and serial production, read the following article instead: Live broaching tools (also known as live broaching unit, driven broaching tool, driven broaching unit, driven broaching head)
2. Advantages of Keyway Broaching on a Lathe
Keyway broaching on CNC lathes offers several advantages over traditional broaching machines:
- Flexibility: Indexable inserts allow for a great flexibility with various tolerances (such as H7, JS9, P6, D10, C11) and profiles (square, hexagon, spline) at a relatively low cost.
- Precision and Repeatability: CNC lathes offer high levels of precision and repeatability, ensuring consistent and accurate keyway dimensions across multiple workpieces. This precision is essential for achieving the proper fit between the key and the keyway, which is critical for reliable torque transmission.
- Reduced Setup Time: Cutting keyways on a CNC lathe eliminates the need for dedicated broaching machines and reduces setup time.
- Reduced Logistics Efforts: An alternative approach is outsourcing the work to a contract manufacturer. However, this creates additional logistical efforts such as batching, labelling and shipping the parts.
- Cost-Effectiveness (Machine): As CNC lathes can perform multiple operations, using a single machine can save on costs associated with acquiring and maintaining dedicated broach machines.
- Cost-Effectiveness (Tooling): Traditional multi-tooth broaches that are used on broaching machines are relatively expensive. This makes buying and keeping multiple sizes and tolerances costly.
- Blind Keyways: One of the many advantages is the possibility to broach blind keyways. On a traditional broach machine it’s possible to broach only through keyways.
3. Tooling Selection for Keyway Broaching on CNC Lathes
Consider the following factors when selecting broaching tools for keyway broaching on a CNC lathe:
- Insert Material: Common broach materials consist of high-speed steel (HSS) and carbide. In high-speed broaching operations, like those involving live broaching tools, carbide inserts usually result in a longer cutting tool lifespan. On the other hand, for lower-speed operations, such as with static broaching tools that operate in conjunction with turret movement, HSS alloy inserts may yield superior surface quality and tool durability.
- Insert Geometry: The broaching insert’s geometry should match the desired keyway dimensions, including width, depth, and profile. Standard broaching inserts are available in various sizes and tolerances for keyways, and shapes such as square, hexagon and spline profiles. Custom inserts can also be designed for unique keyway geometries and tolerances.
- Coating: Insert coatings can enhance the cutting performance and extend the tool life. Common coatings include Titanium Nitride (TiN) and Titanium Aluminum Nitride (TiAlN) for harder workpieces, which improve wear resistance and reduce friction between the broach and the workpiece material.
- Insert Holder: An insert holder is required to secure the insert in the CNC lathe’s turret. The holder is typically clamped to a boring bar holder, usually with a VDI or BMT interface depending on the machine turret. The holder should provide adequate support for the broach during the machining process.
4. CNC Lathe Setup for Keyway Broaching
Setting up a CNC lathe for keyway broaching involves the following steps:
- Tool Setup: Screw the broaching insert to the insert holder. Then clamp the insert holder to the appropriate boring bar holder on the CNC lathe’s turret. Ensure that the insert and the holder are securely clamped and aligned with the workpiece’s keyway location.
- Workpiece Setup: Clamp the workpiece on the CNC lathe, ensuring that it is properly aligned with the insert.
- CNC Program: Write a CNC program for the keyway cutting operation. Specify the cutting parameters, such as feed rate and depth of cut and coolant application if available.
- Broaching Process: The CNC lathe moves the broaching insert along the keyway length, progressively removing material with each pass. The depth of cut is incrementally increased until the desired keyway size is achieved. Unlike traditional multi-tooth broaches, the single-tooth broaching insert performs multiple passes to create the keyway.
- Test: Conduct a test run of the CNC program to verify a smooth keyway broaching operation, free of collisions or errors.
- Broaching & Finishing: Upon achieving the desired keyway dimensions on the workpiece, retract the CNC lathe turret and remove the workpiece. Inspect the keyway for accuracy and complete any necessary finishing processes.
5. Best Practices for Keyway Broaching on CNC Lathes
To achieve optimal results when using keyway broaching tools on lathes, follow these best practices:
- Optimize Cutting Parameters: Select appropriate cutting parameters, such as feed rate and depth of cut, based on the broach material, workpiece material, and keyway geometry. Optimizing these parameters will ensure efficient material removal and minimize tool wear.
- Use Appropriate Coolant: Apply coolant during the keyway cutting process to reduce heat generation, prevent tool wear, and improve surface finish. Choose a coolant that is compatible with both the workpiece and broach materials.
- Cutting a Keyway in a Blind Hole: To ensure effective chip removal in a blind hole, the cutting edge of the insert must pass through the full length of the keyway into a relief groove. Without proper chip evacuation, the chips can accumulate and cause issues like breakage of the insert. To avoid this, calculate the diameter and length of the relief groove based on the keyway width and depth.
- Ensure Proper Alignment: Ensure that the broach is properly aligned with the workpiece’s keyway location before starting the machining process. Misalignment can result in uneven keyway dimensions and excessive tool wear. If your lathe doesn’t have a Y-axis, use an eccentric bushing to correct eventual errors on the Y axis.
- Starting Point at Z-Axis: Start at least 10mm away from the workpiece on the Z-axis to allow for acceleration. If you start too close to the workpiece you’ll risk chipping the insert.
- Monitor Tool Wear: Regularly inspect the broach for signs of wear, such as chipping or dull cutting edges. Replace worn broaches promptly to maintain consistent keyway dimensions and prevent damage to the workpiece.
- Perform Regular Maintenance: Regularly clean and maintain the CNC lathe, broach, and tooling to ensure optimal performance and extend the service life of the equipment.
6. Troubleshooting Common Keyway Broaching Issues on CNC Lathes
When encountering issues during the keyway cutting process on CNC lathes, consider the following troubleshooting tips:
- Inaccurate Keyway Dimensions: Check the broach geometry, CNC program, and alignment of the broach and workpiece. Make any necessary adjustments to ensure accurate keyway dimensions.
- Excessive Tool Wear: Inspect the cutting parameters, broach material, and coolant application. Adjust these factors as needed to minimize tool wear and extend the broaching insert’s service life.
- Poor Surface Finish: Evaluate the cutting parameters, broach geometry, and coolant application. Optimize these factors to improve the surface finish of the keyway.
- Keyway not centered: Compensate for errors on the Y-axis. If your CNC lathe doesn’t have a Y-axis, use an appropriate eccentric bushing to correct errors on the Y axis.
- Machine Vibrations: Check the broach holder, workpiece clamping, and machine leveling. Ensure that all components are secure and properly aligned to minimize vibrations during the machining process.
7. Conclusion
Embracing inserted keyway broaching tools on CNC lathes enables manufacturers to create internal slots and keyways with unmatched precision, efficiency, flexibility and cost-effectiveness. Additionally, the ability to complete the workpiece in a single setup offers enhanced flexibility in manufacturing. This makes it an excellent choice of tooling for manufacturing professionals to streamline their production process.
Keyway slotting on CNC lathes is optimal for a diverse range of workpieces composed of various materials from aluminium and steel to titanium.
Harnessing the power of keyway broaching on CNC lathes elevates the manufacturing process, using static broaching tools for smaller batches and high-speed broaching with live broaching units for serial production.
To succeed in this, it’s important to select the right broaching tools, optimize the CNC lathe setup and programming, and follow best practices. This will enable manufacturers to achieve consistent and accurate keyway dimensions, ensuring constant high quality with reliable torque transmission between coupling components.